Введение
Станок токарный с ЧПУ 16К20ФЗ (Рис 1) предназначен для токарной обработки в
замкнутом полуавтоматическом цикле деталей типа тел вращения с ступенчатым и криволинейным профилем включая нарезание крепежных резьб. Станок оснащен ЧПУ 2Р22 с вводом программ с клавиатуры, магнитной кассеты или при подключении внешнего фотосчитывающего устройства с перфоленты.
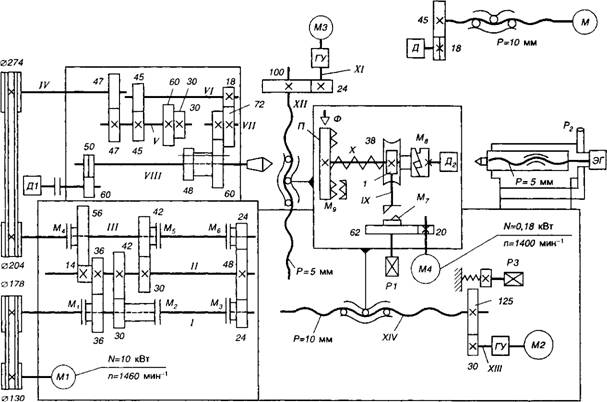
Рисунок 1. Кинематическая схема станка 16К20ФЗ.
Токарный станок с ЧПУ мод. 16К20ФЗСЭ5. Высокой жесткостью и виброустойчивостью обладает компоновка токарного станка 16К20ФЗСЭ5 с ЧПУ. Станок предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатыми и криволинейными профилями различной сложности за один или несколько проходов в автоматическом цикле, имеет автоматическую смену инструмента с помощью шестипозиционной резцовой головки. Главной особенностью станка является нормализация основных узлов. Среди унифицированных узлов редукторы главного привода, привода продольного перемещения, привода поперечного суппорта, автоматическая коробка скоростей, шариковинтовая передача поперечного и продольного перемещения, гидростанции, электрический привод задней бабки, транспортер для уборки стружки и др.
Главный привод станка включает автоматическую коробку скоростей и редуктор. Передачи винт-гайка качения совместно с беззазорными редукторами служат составными частями приводов поперечной и продольной подач.
Техническая характеристика: наибольший диаметр заготовки, устанавливаемой над станиной, 400 мм; наибольший диаметр заготовки, устанавливаемой над суппортом, 220 мм; расстояние между центрами 1000 мм; частота вращения шпинделя 12,5—2000 мин"1; пределы подач продольных 6—1200 мм/мин, поперечных 3—600 мм/мин. Скорость быстрых ходов продольных 4800 мм/мин, поперечных 2400 мм/мин; дискретность перемещения продольного 0,01 мм, поперечного 0,005 мм, габаритные размеры.
Привод продольной подачи суппорта включает шаговый электродвигатель (ШД), гидроусилитель (ГУ), одноступенчатый редуктор Z= 30, Z= 125 и передачу винт-гайка качения с шагом 10 мм. При резьбонарезании необходимо точное согласование вращения шпинделя и продольного перемещения резца. Контроль точности поворота шпинделя осуществляют датчиком ВЕ-51, получающим вращение от шпинделя станка через беззазорную передачу Z= 60.
Технические характеристики токарно-винторезного станка 16К20ФЗ:
| Параметр | Значение |
| Мах диаметр обработки над станиной | 400 мм |
| Мах диаметр обработки над суппортом | 220 мм |
| Длина обрабатываемой заготовки | 750...1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12.5...2000 об/мин. |
| Число ступеней продольных подач | |
| Число ступеней поперечных подач | |
| Продольные подачи | 0.07-4.16 мм/об |
| Поперечные подачи | 0.035...2.08 |
| Число нарезаемых метрических резьб | |
| Число нарезаемых дюймовых резьб | |
| Число нарезаемыхпитчевыхрезьб | |
| Число нарезаемых модульных резьб | |
| Число нарезаемыхрезьб архимедовой спирали | |
| Шаг нарезания метрической резьбы | 0.5...192 мм |
| Шаг нарезания дюймовой резьбы | 24...1.625 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.5...48 модулей |
| Шаг нарезания питчевой резьбы | 96...1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8", 7/16" дюймов (8, 10, 12 мм) |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Наибольшее сечение резца | |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода ускоренного перемещения суппорта | 0,75...1,1 |
| Габаритные размеры (длина*ширина*высота) | 2812*1166*1324 мм |
| Масса | 2140 кг |
Смазывание шпиндельной бабки автоматическое централизованное. Шпиндель смонтированна двух конических роликоподшипниках 5-го или 4-го класса точности в зависимости от класса точности станка.
Главное движение шпиндель 4 получает от электродвигателя. (N10 кВт,460 мин-1) через клиноременную передачу с диаметрами шкивов 0=130 мм и 0=178 АКС клиноременную передачу со шкивами 0=204 мм и D-274 мм.
В шпиндельной бабке переключением блока ручную можно получить три диапазона частот вращения шпинделя (12.5...200: 50...800 и 125..2000 мин1).
Шагового двигателя за каждый импульс из системы управления составляет 1,5°. Этому будет соответствовать минимальное продольное перемещение каретки суппорта SnpojlMim = 1,5/360 х (30/325) х 10 = 0,01 мм. При максимальной частоте импульсов 8000 Гц, т. е. 8000 имп/с, скорость продольного движения 0,01 х 8000 х 60 = 4800 мм/мин. Поперечное движение вдвое медленнее, так как шаг ходового винта Р= 5 мм.
Задание
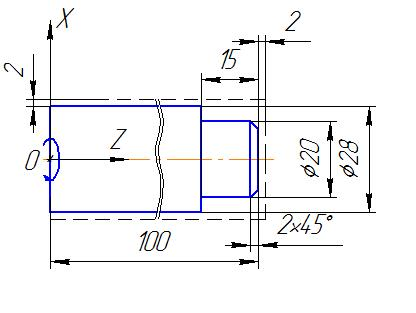
Рисунок 2.Эскиз детали.
Написать программу точения для заготовки.
 Расчетно-технологическая карта
Расчетно-технологическая карта
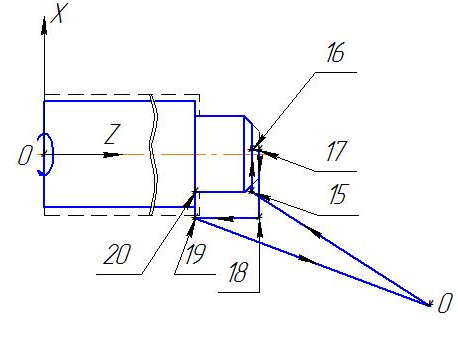
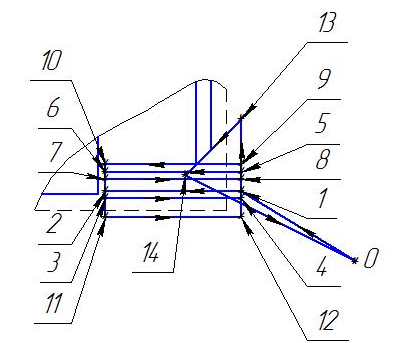
Рисунок 3. Схема технологии детали.
Точение:
0-1-2-3-4-5-6-7-8-9-10-11-12-13-14-0
Подрезание торцов:
0-15-16-17-18-19-20-19-0
Т1.1 – проходной резец;
Т2.2 – отрезной резец.
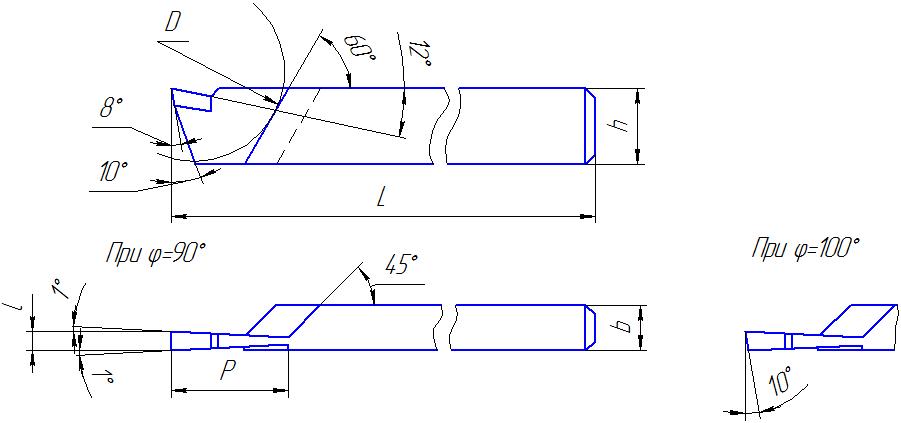
Рисунок 4. Отрезной резец
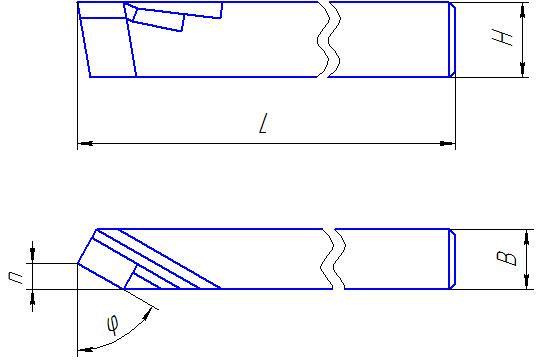
Рисунок 5.Проходной резец
Таблица 3. Соответствие точек и координат
| N | X,мм | Y,мм | Z,мм |
| -13,5 | |||
| -13,5 | |||
| -14,5 | |||
| -14,5 | |||
| -11 | |||
| -11 | |||
| -12 | |||
| -12 | |||
| -10 | |||
| -10 | |||
| -16 | |||
| -16 | |||
| -4 | |||
| -11 | |||
| -10 | |||
| -16 | |||
| -16 | |||
| -10 |
Текст разработанной программы для обработки детали
N1 G90 G95
N10 T1.1 M06
N20 G00 M03 X-13.5 Y0 Z104
N30 G01 G91 Z-18 F0.3 S1000 M07
N40 G00 X-1 M09
N50 Z18
N60 X3.5
N70 G01 M07 Z-18 F0.3
N80 G00X-1 M09
N90 Z18
N100 X3.5
N110 G01M07 Z-18 F0.3
N120 G00 X-6 M09
N130 Z18
N140 X12
N150 G01 M07 F0.3 X-7 Z-9
N160 G00 M09 X-50 Z100
N170 M05 T2.2 M06
N180 G00 G90 M03 X-10 Y0 Z100
N190 G01 M07 X1 F0.3 S2000
N200 G00 M09 Z102
N210 X-16
N220 Z80
N230 G01 M07 F0.3 X-10
N240 G00 M09 X-16
N250 Z200 X-50 M05
N260 M02