В машиностроении нарезание резьбы производят на токарно-винторезных, винторезно-токарных, сверлильных станках, но в основном на резьбообрабатывающих станках, которые по классификатору относят к пятой группе.
Основными типами резьбообрабатывающих станков являются резьбонарезные, резьбофрезерные, гайконарезные, резьбо- и червячно-шлифовальные станки.
Образование резьбы способами нарезания и фрезерования производят: для наружной резьбы — резьбовыми резцами, винторезными головками, гребенчатыми и дисковыми резьбовыми фрезами, круглыми плашками; для внутренней резьбы — резцами, метчиками и гребенчатыми фрезами. Вихревые головки используют при нарезании одно- и многозаходных винтов и червяков в условиях крупносерийного производства. Способ накатывания наружной резьбы плоскими плашками применяют на резьбонакатных станках и резьбонакатных автоматах.
Резьбофрезерование — это один из самых производительных методов — выполняется на специализированных резьбофрезерных станках.
Резьбонарезные и резьбофрезерные станки и полуавтоматы, гайконарезные автоматы предназначены для нарезания наружной и внутренней резьбы. Станки мод. 5Б63, 5Б63Г, 5Б64, 5Б65 используют как резьбофрезерные полуавтоматы, а остальные модели станков, характеристики которых приведены в этой таблице — как резьбонарезные.
По конструктивному исполнению станки мод. 2054М, 2056, 2Е056 — вертикальные резьбонарезные, остальные — горизонтальные резьбонарезные полуавтоматы. Технические параметры резьбо- и червячно-шлифовальных станков относятся к шлифованию наружных резьб, в знаменателе — к шлифованию внутренних резьб.
Полуавтоматы мод. 5П822 и 5П821 повышенной точности предназначены для шлифования только наружной цилиндрической резьбы без конусного шлифования. Полуавтомат мод. 5897 и специальный станок мод. МВ139 предназначены для шлифования резьбы на метчиках. На станке модели5Д822В производят шлифование внутренних резьб. Полуавтомат мод. 5К881 и станки мод. 5887, 5887В используют как червячно-шлифовальные. Степень точности шлифования червяков на станке мод. 5К881 следующая: • 5 для однозаходных червяков • 6 для многозаходных • 4 для однозаходных.
Фрезерование дисковой фрезой (рисунок 1, а) применяют для нарезания длинных резьб, например на ходовых винтах Фре за 1 получает главное вращательное движение Dr, заготовка 2 — движение круговой подачи DSlip. Фреза устанавливается на полную глубину профиля резьбы, а ее ось — по отношению к оси вращения заготовки под углом а, равным углу подъема винтовой линии нарезаемой резьбы. За один оборот заготовки фреза получает продольную подачу на шаг нарезаемой резьбы.
Рисунок 1 Схемы для фрезерования дисковой (а) и групповой (б) фрезой: 1 – фреза, 2 – заготовка, α – угол установки оси фрезы.
Фрезерование групповой фрезой (рисунок 1, б) применяют для нарезания коротких наружных и внутренних резьб. Групповая фреза 1 получает главное вращательное движение Д.. Во время обработки ось фрезы расположена параллельно оси обрабатываемой детали. Заготовка 2 получает движение круговой подачи DSkp. Фрезу подводят к заготовке и сообщают ей движение радиальной подачи DSp, осуществляя врезание на полную глубину профиля резьбы при одновременной продольной подаче за един оборот заготовки на шаг нарезаемой резьбы. После нарезания резьбы фреза отводится и возвращается в исходное положение. Ширина групповой фрезы должна быть больше длины нарезаемой резьбы на 2 — 3 шага.
Этот способ рекомендуется применять для неответственных резьб (обычно крепежных с шагом до 6 мм), поскольку профиль резьбы получается менее точным, чем при резьбофрезеровании дисковой фрезой. Преимущество этого способа — его высокая производительность: нарезание резьбы выполняют примерно за 1,2 оборота заготовки.

Рисунок 2 - Кинематическая схема резьбофрезерного полуавтомата:
1 – групповая фреза, 2 – фрезерная головка, 3 – рукоятка ручного перемещения фрезерной головки, 4 – кулачок радиального перемещения фрезы, 5 – кулачок продольного перемещения фрезерной бабки.
Резьбофрезерный полуавтомат. На рисунке 2 представлена кинематическая схема полуавтомата, предназначенного для фрезерования коротких наружных и внутренних резьб групповыми фрезами в серийном и массовом производстве.
Станки для вихревого нарезания резьбы
Вихревое нарезание резьбы применяется в условия серийного производства преимущественно для скоростного нарезания длинных ходовых виттов металле режущих станков. Главное вращательное движение сообщаемся вихревой резцовой головке. Продольная подача настраивается на шаг нарезаемой резьбы. Скорость круговой подачи изделия (нарезаемого ходового винта) соответствует частоте вращения шпинделя 4...40об/мин. Глубина резания равна высоте профиля нарезаемой резьбы.
Специальный станок для вихревого нарезания резьбы создан на базе токарно-винторезного станка для скоростного нарезания резьбы на длинных ходовых винтах. Обработку ведут с использованием резцовой (вихревой) головки 1. Резцовая головка смонтирована на поперечном суппорте 2, который вместе с кареткой 3 перемешается по направляющим станины. Резцовую головку устанавливают на угол подъема нарезаемой резьбы, поворачивая вокруг оси б, и в этой положении закрепляют. На заданную глубину резания ее перемещают винтом 5.
При нарезании резьбы реечное зубчатое колесо z = 12 (т = в 2 мм) кнопкой 8 выводят из зацепления с рейкой.
Перемещение резцовой головки вручную производят при помощи рукояток 4 и 9. Вращение рукоятки 9 передается зубчатой паре 20/60 и реечному колесу z = 12, которое сообщает каретке с резцовой головкой продольное движение. Рукояткой 4 вращают винт, который перемещает суппорт с резцовой головкой в поперечном направлении.
Включение ускоренного хода карелки сблокировано с разъемной маточной гайкой 7 ходового винта: перед включением ускоренного хода (от двигателя МЗ) половинки гайки разводятся, освобождая ходовой винт.
Резьбошлифовальные станки
Шлифование резьбы применяют при изготовлении резьбонарезного инструмента, резьбовых калибров, накатных роликов, ходовых винтов, червячных фрез в мелкосерийном и серийном производствах. При шлифовании резьбы используют однониточные и многониточные абразивные круги.

Рисунок 3 - Шлифование резьб однониточным (а) и многониточным (б, в) кругом:
1 – шлифовальный круг, 2 – заготовка, α – угол поворота оси шлифовального круга.
Универсальный резьбошлифовальный полуавтомат.
Полуавтомат, показанный на рисунке 3, предназначен для шлифования однониточным и многониточным шлифовальным кругом наружных резьб на метчиках, калибрах, накатных роликах, резьбовых групповых фрезах, червяках и червячных фрезах, ходовых винтах. Шлифование зубьев модульных дисковых фрез, метчиков и червячных фрез осуществляется на станке с одновременным затылованием. Передняя 1 и задняя 6 бабки смонтированы на столе 9, который перемещается по направляющим качения станины 13.
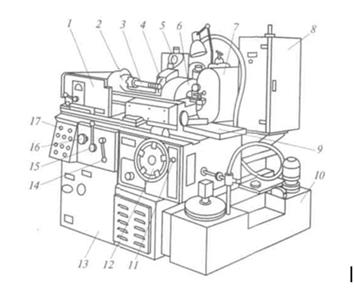
Рисунок 4 - Общий резьбошлифовального станка:
1 – передняя бабка, 2 – патрон, 3 – заготовка, 4 – шлифовальный круг, 5 – механизм правки, 6 – задняя бабка, 7 – шлифовальная бабка, 8 – шкаф электрооборудования, 9 – стол, 10 – гидростанция, 11 – рукоятка быстрого отвода и привода шлифовальной бабки, 12 – маховик, 13 – станина, 14 – рукоятка включения и реверсирования перемещения стола, 15 – рукоятка, 16 – лимб, 17 – пульт управления станком.