ПРИСПОСОБЛЕНИЯ ТОКАРНЫХ СТАНКОВ
Приспособления токарных станков разделяются на универсальные и специальные и предназначены для закрепления на станке инструмента или заготовки.
Резцы обычно не требуют для закрепления в резцедержателе каких-либо вспомогательных приспособлений. При небольших размерах резцов могут использоваться специальные державки, в которых крепятся резцы, а сама державка крепится в резцедержателе. Для фасонных резцов требуются державки, которыми не только зажимается резец, но и регулируется положение его базовой точки или линии относительно линии центров. Указанные вспомогательные приспособления для инструментов являются специальными.
Для закрепления заготовок и их обработки применяют универсальные приспособления: центры, патроны и специальные втулки и оправки. Заготовки длиной более трех диаметров могут устанавливаться в центрах.
Установка деталей в кулачковых патронах.
Одним из основных параметров классификации патронов, определяющим возможности обработки тех или иных заготовок, является количество и конструкция кулачков. По количеству зажимов патроны подразделяются на:
- Двухкулачковые патроны. Оптимальны для зажима заготовок небольшого размера несимметричной формы – поковок, арматуры и т. д.
- Трёхкулачковые патроны самоцентрирующиеся. Используются для крепления заготовок круглой и шестигранной форм. Обеспечивает возможность быстрой центровки и фиксации.
- Четырехкулачковые патроны с независимой фиксацией зажимов. Данный тип оснастки применяется для установки заготовок прямоугольной и нессиметричной формы, квадратных прутков.
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Для закрепления на токарных станках деталей небольшой длины используются универсальные трехкулачковые самоцентрирующие патроны (рис.1). В самоцентрирующем патроне кулачки перемещаются одновременно, благодаря чему устанавливаемая на кулачки внутренняя или наружная поверхность заготовки закрепляется соосно шпинделю. Кроме цилиндрических в таком патроне удобно устанавливать и другие заготовки, например, шестигранные.
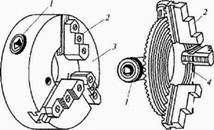
Рис. 1. Трех кулачковый самоцентрирующий патрон.
а -- общий вид;
б -детали патрона: 1- коническое зубчатое колесо, 2- кулачки,
3 - корпус, 4 -диск, с одной стороны которого спиральная нарезка, с другой - зубья.
При обработке широкой номенклатуры заготовок в единичном производстве заготовку устанавливают в трех кулачковый патрон без предварительной ее выверки в осевом направлении; необходимый размер по длине замеряют либо от торца детали, либо от торца корпуса патрона, в котором закреплена деталь.
При обработке партии деталей в условиях крупносерийного и массового производства для установки заготовок в осевом направлении используют расточенные кулачки, благодаря чему отпадает необходимость в измерении при установке следующей заготовки. Для обработки прутковых материалов применяют цанговые патроны.
В станках для крепления заготовок широко применяют пневматические, гидравлические, центробежные и другие патроны. В единичном производстве при обработке заготовок сложной формы применяют трех кулачковые патроны с индивидуальным и независимыми приводом. Для установки тонких дисков при обработке торцовых поверхностей применяют электромагнитные патроны и патроны с постоянными магнитами.
2. Установка деталей в четырех кулачковом патроне.
Четырех кулачковый патрон (рис.2) не обладает свойством автоматического центрирования заготовки, так как каждый из четырех кулачков перемещается независимо. Однако такие патроны позволяют устанавливать и закреплять заготовки сложной, несимметричной формы так, чтобы ось обрабатываемой поверхности располагалась либо на оси вращения шпинделя, либо в ином нужном положении.
Рис. 2. Четырех кулачковый патрон.