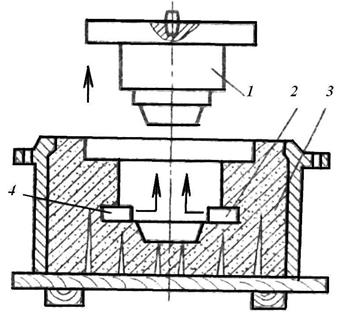
Часто отливки имеют различные выступающие части в виде бобышек, платиков, буртиков и т. п., которые не попадают в разъем формы. Извлечь неразъемную модель такой отливки из полости формы без ее разрушения невозможно. Устранить нетехнологичность конструкции отливки путем ее изменения удается не всегда. В таких случаях выступающие части 2 модели 1 выполняют отъемными (рис. 3,а).
Отъемные части могут быть и на разъемных моделях. Их крепят к модели с помощью соединения типа «ласточкин хвост». Формовку по таким моделям выполняют описанными выше методами. При этом следят за тем, чтобы отъемные части в процессе уплотнения смеси не сместились. При извлечении модели из полуформы 3 отъемная часть скользит ласточкиным хвостом в пазах модели и остается в полуформе (рис. 3, б). Для извлечения отъемной части ее предварительно расшатывают, а затем вытягивают.

| 
|
Рис. 3. Формовка по модели с отъемными частями:
а — модель с отъемными частями; б - извлечение модели и отъемных частей из формы
Оборудование, инструмент и материалы
Набор моделей (разъемных, неразъемных, в том числе с отъемными частями), опоки, подмодельные и подопочные плиты, модели элементов литниковых систем; комплекты формовочных инструментов, включающие сито, лопату или совок, трамбовку, деревянный молоток, крюк-подъемник для извлечения моделей и отъемных частей, ланцет, гладилку, ложечку и крючок для отделки и ремонта полуформ и стержней, вентиляционную иглу; твердомер мод. 071, плавильная печь, литейные ковши, набор плавильных инструментов, шихтовые материалы для выплавки чугуна или алюминиевых сплавов, единая формовочная смесь или облицовочная и наполнительная смеси, противопригарное покрытие, керосин или смесь 50 % керосина и 50 % мазута для протирки моделей, сухой кварцевый песок или серебристый графит для присыпки поверхности разъема полуформ.
Порядок проведения работы
Работа рассчитана на 4 ч.
1. Подготовить модели отливок и элементов литниковой системы, опоки, подмодельные и подопочные плиты, формовочный инструмент и рабочее место.
2. Подготовить формовочную смесь, разделительный состав и противопригарное покрытие.
3. Из формовочной смеси изготовить полуформы по постоянным разъемным и неразъемным моделям и моделям с отъемными частями.
4. Замерить твердость рабочих поверхностей полуформ.
5. Собрать формы.
6. Приготовить жидкий металл и залить его в формы.
7. Выдержать отливки в форме.
8. Выбить отливки из форм. Выбить стержни и очистить поверхность отливок.
9. Оценить качество поверхности отливок, выявить поверхностные дефекты.
Результаты наблюдений и их обработка
Результаты выполненной работы внести в отчет.
Провести статистическую обработку результатов измерений твердости полуформ. Вычислить доверительный интервал при вероятности 0,95. Оценить относительную погрешность измерений.
Содержание отчета
1. Общие сведения о формовке по постоянным моделям.
2. Эскизы постоянных моделей (разъемных, неразъемных, с отъемными частями).
3. Технология изготовления форм по различным моделям.
4. Результаты определения твердости полуформ.
5. Оценка качества поверхности отливок с описанием дефектов и вероятных причин их образования.
6. Выводы.
Контрольные вопросы
1. Какие материалы и оснастка используются при изготовлении форм?
2. Как классифицируют литейные модели?
3. Какие технологические операции необходимо выполнить при формовке?
4. В какой последовательности выполняют технологические операции при формовке по разъемной модели в опоках?
5. В чем отличия формовки по неразъемной и разъемной моделям?
6. Зачем подрезают часть смеси в полуформах при формовке по неразъемной модели?
7. Зачем изготовляют модели с объемными частями и как их извлекают из полуформ?
8. Какие дефекты образуются в отливках вследствие некачественной формовки?
ПРИЛОЖЕНИЕ. Графическая часть отчета по лабораторной работе № 2 «Формовка по постоянной неразъемной модели с подрезкой»

Рисунок 1 – Модель отливки «Кронштейн»
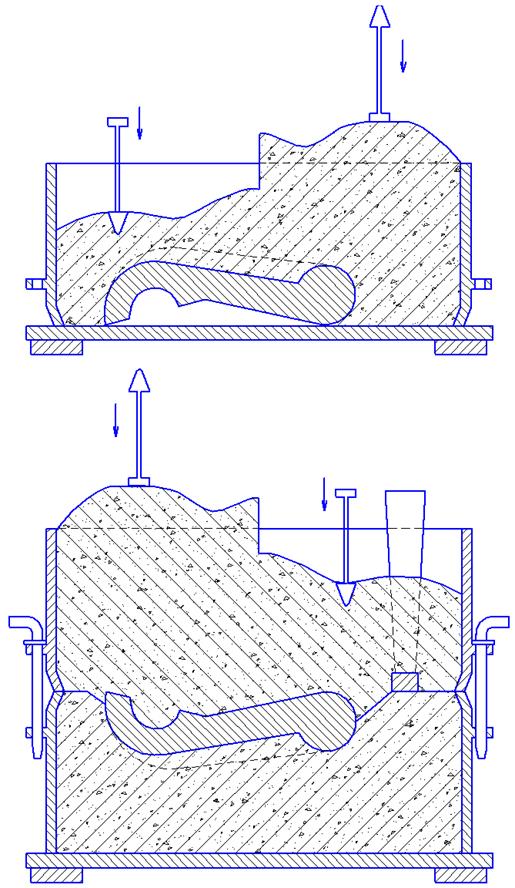
Рисунок 2 – Изготовление нижней и верхней полуформ

Рисунок 3 – Форма в собранном состоянии. Вид на нижнюю полуформу